
Kaschieren Linie – mod. AT2

Technische Merkmale
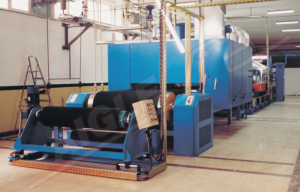
Kaschieren Linie – mod. AT2
Die Kaschieren Linie mod. AT2 besteht aus:
– Abwicklungsgruppe mod. UT2/AS, bestehend aus:
- ABWICKELBÜHNEN FÜR GROSSE ROLLEN mod. UT2
- AXIAL UNWINDER mod. AS mit Universal-Schnellkupplung für Abrollwagenanschluss
– Beschichtung Kopf mod. BS2so konzipiert und gebaut, dass verschiedene Beschichtungstechniken angewendet werden können (siehe entsprechendes Merkblatt)
– Kaschiereinheit mod. AT2, bestehend aus:
- UNWINDING GROUP, um das zu kaschierende Material spannungsfrei zu ziehen
- Kaschiereinheit, bestehend aus:
* zwei mit diathermischem Öl beheizte Zylinder (ø 2000 mm)
* Oberfläche aus rostfreiem Stahl, mit Teflon beschichtet
* ein Kaschiergummizylinder (ø 200 mm) gegenüber dem ersten Zylinder
* Die Bewegung des Zylinders wird durch einen pneumatischen Kolben mit einstellbarem Druck erreicht, der mit einer motorisierten mikrometrischen Einstellung der Kaschierdicke ausgestattet ist.
* zwei Leerlaufzylinder gegenüber den beiden Hauptzylindern zur Beförderung des Materials
* das Gerät wird von einem Wechselstrommotor mit Inverter und lokalem Potentiometer für die Synchronisierung der Leitung angetrieben und ist mit einer Pumpe für die Ölzirkulation und die Thermoregulierung ausgestattet - REWINDING GROUP mod. UT2/AS, bestehend aus:
* WIEDERAUFZEUGUNGSROLLE FÜR GROSSE ROLLEN mod. UT2
* AXIAL REWINDER mod. AS, bestehend aus einer seitlichen Tragkonstruktion mit Asynchron-Induktionsmotoren
Optionen für die Dry-Coat-Prozesseinheit, bestehend aus:
– MOVING UNWINDER, auf Rädern montiert und auf Schienen laufend. Sie kann vor dem ersten Heizzylinder und dem abgewickelten Material, das kaschiert werden soll, oder nach dem zweiten Heizzylinder platziert werden und fungiert somit als „Dry-Coat“-Einheit
– KALENDEREINHEIT, bestehend aus:
- Gegenzylinder mit einem Neoprenüberzug von ausreichender Härte
- oberer Kalanderzylinder aus Stahl
Der Druck zwischen den beiden Rollen wird durch zwei pneumatische Kolben gesteuert, die genau eingestellt werden können, um einen gleichmäßigen Druck über die gesamte Breite des Tisches zu erzielen.


Technische Daten
